
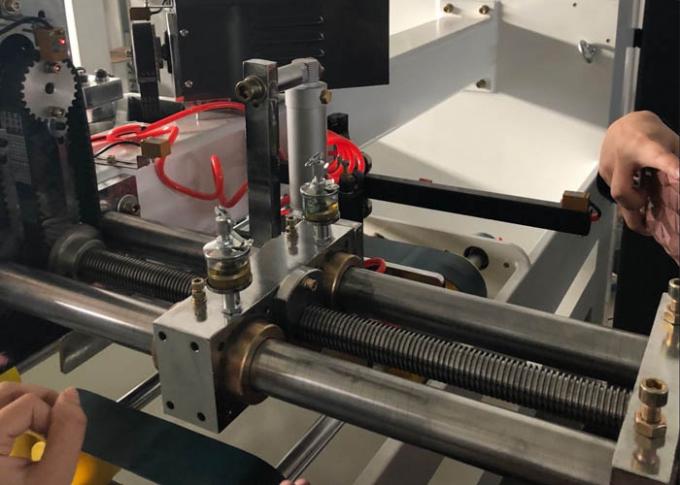
2800mm Karton Kutu Dikiş Makinesi Kutusu Oluklu Dikiş Kağıt Karton Yapma Makinesi
-
Vurgulamak
otomatik oluklu kutu makinesi
,yarı otomatik dikiş makinesi
-
Anahtar kelimeOluklu Dikiş
-
KullanımKarton şekillendirme makinesi
-
Boyutu2800mm
-
ÖzelliğiOtomatik yağlama
-
Renksiyah
-
Ağırlık2T
-
Menşe yeriÇin Hebei
-
Marka adıKingsun
-
SertifikaCE
-
Model numarasıBDJ
-
Min sipariş miktarı1 Set
-
Fiyatnegotiable
-
Ambalaj bilgileriPlastik film sarılmış ve tahta kutuya yerleştirilmiş
-
Teslim süresi5-8 iş günü
-
Ödeme koşullarıL/c, T/T, Western Union
-
Yetenek teminiGünde 5 Set 30
2800mm Karton Kutu Dikiş Makinesi Kutusu Oluklu Dikiş Kağıt Karton Yapma Makinesi


14. Karton oluşturulduktan sonra, üst ve alt kapakların uzunluğu düzgün değildir. Dişli kayış ciddi şekilde yukarı ve aşağı yıpranmış ve iki taraf arasındaki boşluk çok büyük veya farklı. Kağıt beslemesi konumlandırma için yönlendiriciye gönderilmez ve anahtar çivi üzerine basılır. Karton basınç çizgisi yeterince derin değil ve karton bükülmeden önce çok eğimli. Bakım Yarı otomatik tırnak kutusu, düşük bir arıza oranına ve yüksek güvenilirliğe sahiptir. Bakım çok önemlidir, bu yüzden aşağıdakileri yapın:
1) Üst çivi başı günde bir kez yumruk atıyor ve tırnak başı her 30 günde bir temizlenmekte ve doldurulmaktadır.
2) Alt tırnak başı, tırnak hattının küçük tel kaplamasından dolayı zımbada birikir, bu nedenle sık sık temizlenmeli, tırnak başı çıkarılmalı ve temizlikten sonra yağ değiştirilmelidir.
3) Besleme kayışı, cıvatalama mili, sol ve sağ çerçeve, üç dişli, 30 günde bir kez yağlama
4) Kavramalar ve frenler yağ veya su içermemelidir.
5) Toz kaplamasını önlemek için servo motor temiz tutulmalıdır. Her zaman servo motor sürücü soğutma filtresi ağını temizleyin.
6) elektrik kontrol kutusu temiz tutar ve toz kaynaklanan kısa devre önler
7) İç ve dış tel makaraları esnek ve tereyağı ile yağlanmalıdır.
8) Çivi kafası sabit mili ve sol ve sağ saptırma sabitlenmiş şaftlar hareket halindeyken temizlenmeli ve yağlanmalıdır.
9) Üst ve alt tırnak başı tahrik mili, cıvata oluk şaftı, şanzıman vidası yağlaması
10) Güç aktarım kutusunda, dişli ve zincir 30 gün boyunca yağlanır.
Yarı otomatik tırnak kutusu makinesi sorun giderme
Tırnak kutusu karton şekillendirme son üretim sürecidir ve onun süreç etkisi bir yandan kartonun görünüm kalitesini etkiler ve diğer taraftan kartonun kullanım performansını etkiler. Üretim teknolojisi açısından, tırnak kutusu nispeten basit bir süreç gibi görünüyor. Bununla birlikte, günlük üretimde, bazı kalite problemlerini ortaya çıkarmak kaçınılmazdır. Bu nedenle, tırnak kutusu işleminin teknik ve kalite kontrolü göz ardı edilemez. Ekipman satın alma, işletme teknolojisi ve malzeme seçimi yönünden ciddi kontrol ve kontrole dikkat etmek gerekir. Kalite problemlerini daha iyi önlemek veya azaltmak.
Tırnak kutusunda, düz telin kalitesi iyi olmadığında, tel besleme direncinin büyük, tel yayının çok gevşek veya çok sıkı olduğu, tel sabitleme vidasının gevşendiği, kılavuz rayın saptırıldığı bulunacaktır. , vites ısırığı eğri ve alt kalıp sabit. Yumruk pozisyonu doğru değilse ve taban kalıbı aşınmaya ve benzerlerine sahip olduğunda, yukarıda bahsedilen arıza olgusu ortaya çıkacaktır. Bu bağlamda, çözüm, iyi sertlik ve düzgün yüzey kaplaması ile yüksek kaliteli yassı tel kullanmaktır; Telin parçalarının zayıf ayarlanmış olup olmadığını ve sıkışmaya neden olup olmadığını kontrol edin; tel hareketini kolay ve rahat hale getirmek için makinenin ilgili parçalarını ayarlayın; Ciddi alt kalıp uygun şekilde onarılmalı veya değiştirilmelidir.
Makine özellikleri
| Maksimum boyut (A + B) X2 | 3600mm | min uzunluk A | 250 mm |
| Min boyutu A + B) X2 | 740mm | Maksimum yükseklik D | 2000 mm |
| Maksimum boyut (C + D + C) | 3000mm | Min yükseklik D | 150 mm |
| Minimum boyut (C + D + C) | 250mm | Maksimum boyut E | 40 mm |
| Min kapak boyutu C | 50mm | Maksimum kağıt yüksekliği | 900 mm |
| Maksimum kapak boyutu C | 560 mm | Makine genişliği | 2850 mm |
| Maksimum genişlik B boyutu | 760 mm | Makine ağırlığı (T) | 2tons |
| Min genişlik B boyutu | 120 mm | Makine hızı (tırnak / dak) | 500 |
| Maksimum uzunluk A | 1120 mm | Tırnak yok | 1-99 |
Ürünlerimiz tüm dünyada satılmaktadır. Ürünlerimizin tüm sürecinden emin olabilirsiniz.